プリント基板の積層成形時に起きる不良を低減! 北川精機が開発した【プリプレグ切断装置】
2022-11-10
プリント基板の不良を解決に導く【プリプレグ切断装置】
プリント基板業界において、積層成形時の不良の大半を占める原因。それは製造時に材料(プリプレグ)の切断工程で発生する、ガラス粉や樹脂粉です。
特に近年は回路パターンの多層化・高密度化と穴加工の微細化に伴い、異物混入の原因となる切断粉の飛散や欠落を防止することが強く求められています。
そこで北川精機が得意な加熱技術を利用し、予め切断部のみを加熱することで切断時の粉塵発生を大きく抑えることができる、新たな切断機能を搭載した【プリプレグ切断装置】を開発しました。
銅張積層板に絶縁材料として使われている「プリプレグ」
「プリプレグ」とは、絶縁性の高いガラス繊維で織られたガラス布に、樹脂を含侵させたシートのことです。
あらゆる電子回路とプリント基板の元になる材料「銅張積層板(Copper Clad Laminate)」の絶縁材料として用いられています。
この銅張積層板(CCL)は最終的には表面に電子回路を形成し、一般的な電子回路基板だけでなく、通信、自動車、航空機、宇宙などの産業向けプリント基板としても使用されます。
銅張積層板(CCL)はプリプレグと、その上下に銅箔(厚み18~35μm)を重ね合わせて、北川精機の主力製品である成形プレス装置「真空多段プレス」で真空・加熱・加圧制御することにより、ラミネートされた一枚の製品となります。

ガラスと樹脂からなるプリプレグ
プリプレグは通常、含侵設備で製造されます。
ロール状のガラス布が巻き出し装置から巻き出され、プレ含侵装置・含侵装置で樹脂(主にエポキシ樹脂)の塗布・含侵を行います。
その後、乾燥・硬化・冷却の工程を終えると半硬化状態のプリプレグとなり、巻き取り装置からロール状またはプレート状(シート状)に切断され、製品化されます。
このロール状のプリプレグを「プリプレグ原反」と呼んでいます。
つまり、このプリプレグは、半硬化状態まで硬化させた樹脂シートです。
これを当社の成形プレス装置で加熱・加圧すると、樹脂が再溶融し銅箔と接着します。
銅箔を傷付ける原因はプリプレグ切断時のガラス粉・樹脂粉
プリント基板の不良原因として、銅箔の傷や打痕が挙げられます。この傷や打痕が原因で、導通異常が起きるのです。
成形プレス装置でプリプレグと銅箔を接着する工程の前に、基板を構成する材料の積層工程があります。
この積層工程は、一般的にはクリーンルームで行います。積層する材料の間に異物・塵埃が混入するのを防ぐためです。
しかし、清浄度の高い部屋で積層作業を行っていても、銅箔に傷や打痕が発生することがあります。
その要因はプリプレグに付着した切断粉と、プリプレグの切断面から欠落したガラス粉や半硬化した樹脂粉です。
積層時に銅箔とプリプレグの間に切断粉や欠落した粉塵が混入すると、次工程の成形プレス装置による加圧工程で、薄い銅箔に傷や打痕が発生してしまいます。
得意の加熱技術を活かして新たなプリプレグ切断方法を開発
この問題の打開策として、当社が得意とする加熱技術を活かし、切断時の「樹脂粉飛散の低減」および切断面の「樹脂粉・ガラス粉の欠落抑制」を可能にする切断方法を考えました。
それは、切断直前に切断部(約5mm幅)のみ予め加熱する方式です。含侵した樹脂の硬化温度未満の80℃~90℃で加熱していきます。
加熱して樹脂を柔らかくすることにより、切断時の樹脂粉飛散を低減します。
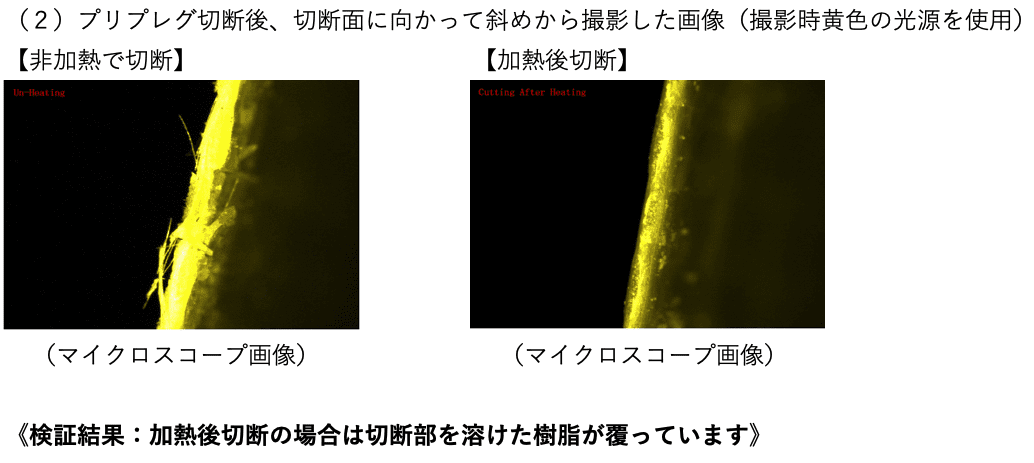
さらには、柔らかくした樹脂で切断面を覆うことにより、切断面からの樹脂粉・ガラス粉の欠落を抑制することを目指しました。
それは、切断直前に切断部(約5mm幅)のみ予め加熱する方式です。含侵した樹脂の硬化温度未満の80℃~90℃で加熱していきます。
加熱して樹脂を柔らかくすることにより、切断時の樹脂粉飛散を低減します。
さらには、柔らかくした樹脂で切断面を覆うことにより、切断面からの樹脂粉・ガラス粉の欠落を抑制することを目指しました。
当社開発のプリプレグ切断方法で、切断粉の発生を大きく抑制
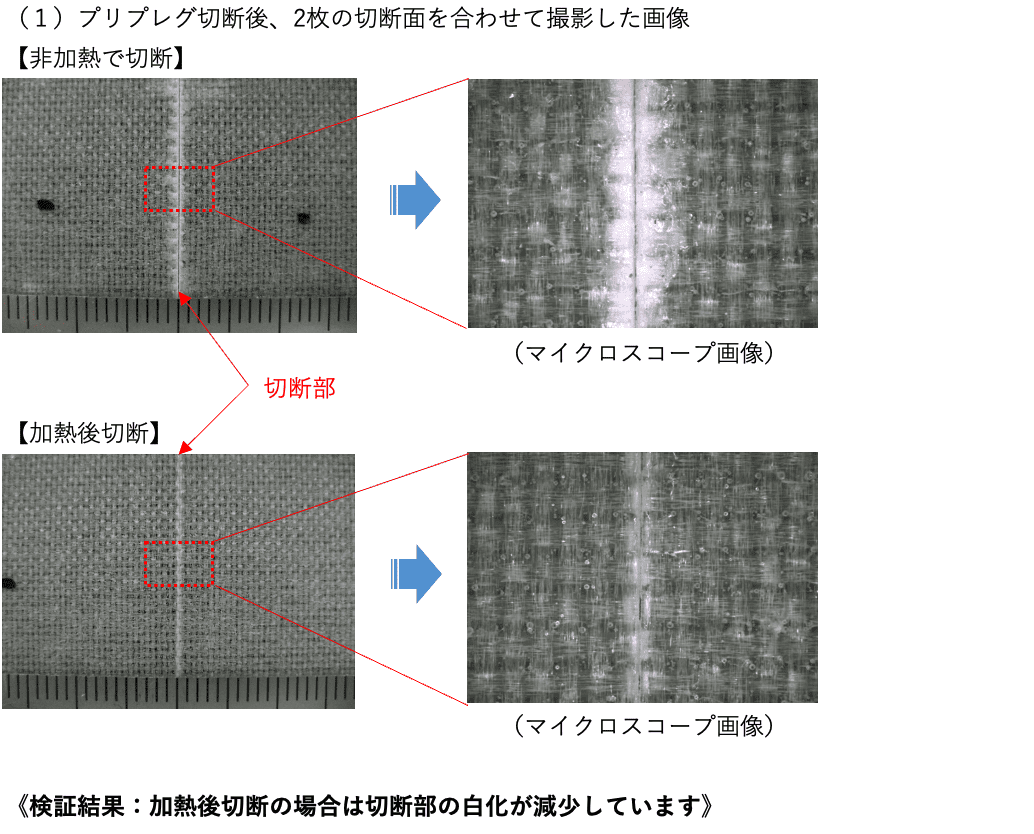
上述の新たなプリプレグ切断方法を開発・検証した結果、かなりの切断粉の発生を抑えることができました(下部の写真参照)。
しかし、切断粉をゼロにするのは困難です。そのため、同方法を採用した【プリプレグ切断装置】には、発生してしまった切断粉を除去する集塵システムも搭載しています。
しかし、切断粉をゼロにするのは困難です。そのため、同方法を採用した【プリプレグ切断装置】には、発生してしまった切断粉を除去する集塵システムも搭載しています。
プリプレグを加熱しない場合と予め加熱した場合の切断面の比較検証
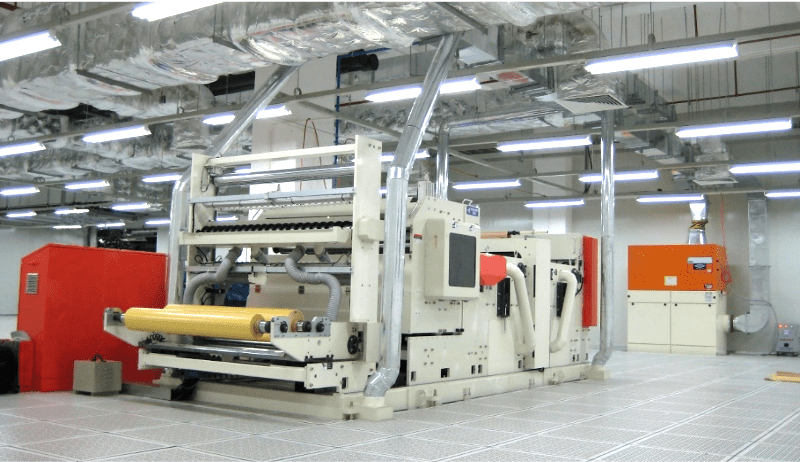
【プリプレグ切断装置】は用途に応じてカスタマイズ可能
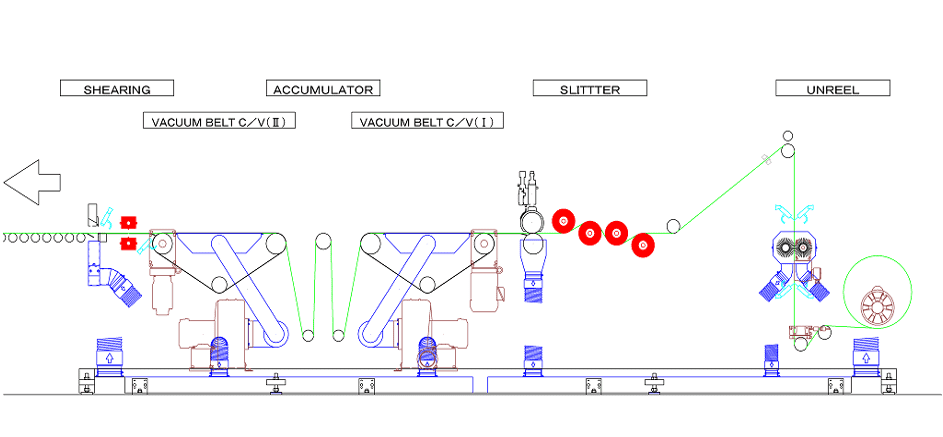
北川精機が開発した【プリプレグ切断装置】は、アンリールにセットしたプリプレグ原反から巻き出されたシート状のプリプレグを、縦切断→一時貯留→横切断の工程を経て、小割切断する構成となっています。
縦切断(搬送方向の切断)には加熱リングとスリッター(上下丸刃によるシャーカット方式)を組み合わせ、横切断には加熱バーとシャーリング(上下直刃によるシャーカット方式)を組み合わせています。
「横切断のみ必要」「生産管理機能や検査機器などのオプションを搭載してほしい」といった、お客様の用途に応じた構成、組み合せもできます。
また、当社工場には【プリプレグ切断装置】のデモ機を設置しておりますので、評価試験も可能です。
可能な限りお客様のご要望に合った切断装置を検討させて頂きますので、お気軽にお問い合わせください。
縦切断(搬送方向の切断)には加熱リングとスリッター(上下丸刃によるシャーカット方式)を組み合わせ、横切断には加熱バーとシャーリング(上下直刃によるシャーカット方式)を組み合わせています。
「横切断のみ必要」「生産管理機能や検査機器などのオプションを搭載してほしい」といった、お客様の用途に応じた構成、組み合せもできます。
また、当社工場には【プリプレグ切断装置】のデモ機を設置しておりますので、評価試験も可能です。
可能な限りお客様のご要望に合った切断装置を検討させて頂きますので、お気軽にお問い合わせください。